
Time: 2026-06-04 Click: 88 seen
In modern industrial manufacturing and heating sectors, environmental protection and energy conservation have become the new focus for sustainable development in modern enterprises. To meet increasingly stringent environmental emission standards, a new type of boiler has emerged on the market: the low-NOx boiler. Due to its extremely low nitrogen oxide (NOx) emissions, it has quickly become the mainstream choice in the market.
A low-NOx boiler is an environmentally friendly boiler that uses optimized combustion technology to control nitrogen oxide (NOx) emissions in flue gas to extremely low levels (typically below (80mg/m³), and as low as (
30mg/m³). They significantly reduce the formation of smog and acid rain and are primarily used in industrial production and commercial heating applications.
I.Ultra-low nitrogen oxide emissions
Low-nitrogen boilers utilize core technologies such as flue gas recirculation (FGR) and fully premixed surface combustion to drastically reduce emissions of harmful substances ((NO_{x})), fully complying with strict national and local environmental standards.
II. Energy-efficient and high-performance
High-quality low-nitrogen boilers are equipped with high-efficiency condensers that can deeply recover latent heat from flue gases, enabling thermal efficiency as high as 98% or even over 100%. Additionally, components such as high-efficiency corrugated smoke tubes enhance heat transfer and reduce energy consumption, thereby lowering operational costs for businesses.
III. Intelligent Operation
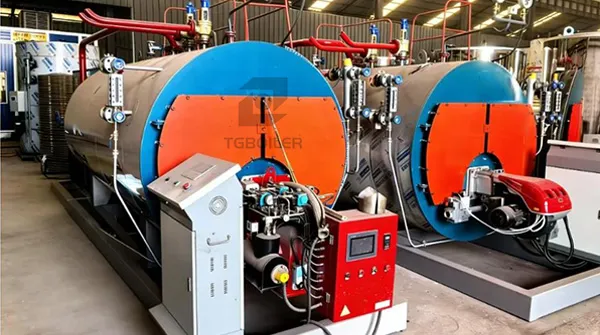
Low-nitrogen boilers are typically equipped with PLC intelligent control systems and precise, fully automatic proportional combustion burners;
featuring multiple safety interlock protection functions (overpressure, overtemperature, low-water, and flameout protection, etc.), truly enabling unattended operation and one-button intelligent control, which significantly reduces labor costs and enhances operational safety.
IV. Safe and Stable Operation
Automated intelligent control ensures smooth operation under various operating conditions; advanced furnace design and high-quality materials (such as low- and medium-pressure seamless tubes) extend the equipment’s service life.
As an environmentally friendly, innovative, and highly efficient product, the high-quality, wear-resistant low-nitrogen boiler has become an inevitable trend in the technological evolution of the industrial heating sector. With its ultra-low emissions, outstanding energy-saving performance, high thermal efficiency, and intelligent, safe operation, it is helping an increasing number of manufacturing enterprises—including those in the textile, food, chemical, and paper industries—as well as commercial heating projects achieve a green, low-carbon transition.
If you are planning a new boiler project or considering a “low-nitrogen retrofit” for your existing, aging boilers, choose a low-nitrogen boiler with proven technology and a reliable design. Please contact TGBOILER, and we will provide you with professional boiler solutions.
Email: [email protected]
WhatsApp: +86 13598899826
Tel/Fax: + 86-371-6331 1291
WhatsApp/WeChat: 8613598899826
Email:[email protected]
Add: 277 Boxue Road, Zhengzhou City, Henan Province, China







 8613598899826
8613598899826
 8613598899826
8613598899826

