
Time: 2026-07-02 Click: 2 seen
In the brewing industry, many breweries are very concerned about one question: How do they correctly select a steam boiler for their brewery? (What kind of steam boiler does a brewery need?) Since many processes in the brewing industry rely on steam boilers—including green malt drying, raw material gelatinization, mashing, wort boiling, beer fermentation, in-bottle pasteurization, and brewery sterilization—steam plays a crucial role. Therefore, choosing the right boiler directly determines production efficiency, product quality, and operating costs. Consequently, selecting the right steam boiler for a brewery is of the utmost importance.

When selecting a boiler, breweries must prioritize the brewing process itself.
The beer production process requires a boiler that efficiently and reliably provides high-pressure, contaminant-free steam to support core processes such as grain gelatinization, wort boiling, CIP cleaning, and pasteurization. Key considerations for boiler selection include steam purity, response to load fluctuations, and energy costs.
Food-grade steam/contaminant-free: Since steam comes into direct or indirect contact with wort and vessels, water quality must meet regulatory standards. Dedicated contaminant-free pure steam systems are often installed to prevent impurities from affecting beer flavor.
Significant Load Fluctuations: Steam demand varies greatly across different stages of the brewing process (e.g., the boiling stage requires a large amount of steam instantly, while the fermentation stage requires less). Therefore, the boiler must be capable of rapid pressure buildup and quick response.
Thermal Efficiency and Energy Conservation: Since boiling and heat retention require maintaining high temperatures for extended periods, the boiler must have high thermal efficiency to reduce energy waste and emissions.
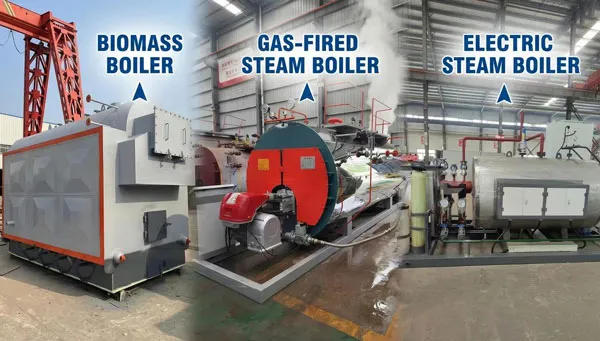
Features: High steam output, rapid heating, clean and environmentally friendly, compact footprint; suitable for stable, continuous production in small- and medium-sized commercial breweries.
Advantages: Features a large-capacity furnace combined with a helical smoke tube design, ensuring high combustion efficiency and the ability to handle the high-load demands of the boiling stage.
This series operates fully automatically and offers the advantage of low nitrogen emissions.
Features: Compact footprint, pollution-free, noise-free, zero emissions, and simple operation.
Advantages: Suitable for small craft breweries, microbreweries, or urban locations with strict environmental regulations.
Features: Utilizes agricultural waste (such as wood chips, pellets, and straw) as fuel.
Advantages: Low fuel costs; suitable for industrial breweries in regions with abundant raw materials; supports both environmental protection and economic development.
Pressure Level Selection: The actual process steam pressure for equipment in a brewery typically ranges from 0.4 to 0.8 MPa (4–8 kg). It is recommended that the boiler’s rated operating pressure be set at 1.0 MPa (10 kg) or 1.25 MPa (12.5 kg) to ensure that the steam pressure at the point of use remains stable even after overcoming pipeline resistance.
In summary, selecting a boiler for a brewery requires comprehensive consideration of multiple factors. The right boiler not only improves production efficiency but also has a significant impact on the company’s long-term development.
Tel/Fax: + 86-371-6331 1291
WhatsApp/WeChat: 8613598899826
Email:[email protected]
Add: 277 Boxue Road, Zhengzhou City, Henan Province, China







 8613598899826
8613598899826
 8613598899826
8613598899826

